FANUC A20B-1005-0190 | Steuerplatine für Spindelantrieb — AC-Spindel-Verstärkersysteme
Teilenummer: A20B-1005-0190
Hersteller: FANUC Corporation (Japan)
Produkttyp: Steuerplatine für Spindelantrieb
Board-Serie: A20B-1005
Was diese Platine tut
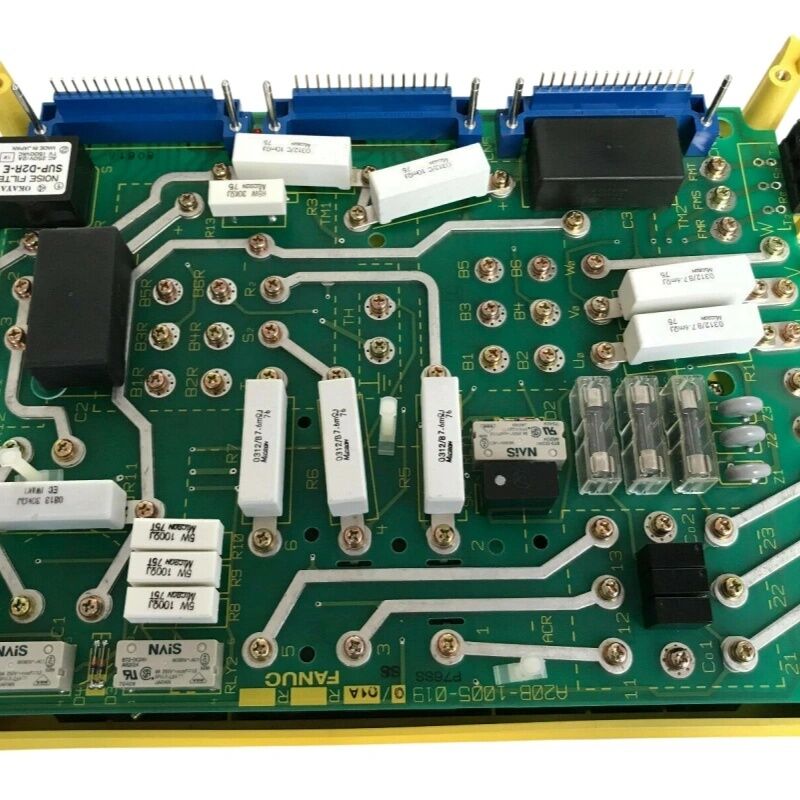
Die A20B-1005-0190 ist die Steuerplatine in einem FANUC AC-Spindelantrieb. Sie verarbeitet die Logik, die zwischen dem Spindelbefehl der CNC und der tatsächlichen Motorleistung liegt — sie liest die Ziel-RPM von der CNC, vergleicht sie mit dem tatsächlichen Geschwindigkeits-Feedback, passt die PWM-Ausgabe an und überwacht Strom, Temperatur und Encoder-Signale in Echtzeit.
Es handelt sich um eine Steuerungsplatine, keine Leistungsstufenplatine. Diese Unterscheidung ist für die Diagnose wichtig. Die Leistungsstufe enthält die IGBT-Transistoren, die hohe Motorströme schalten. Die Steuerplatine ist die Elektronik, die diesen Transistoren sagt, wann sie schalten sollen. Viele Spindelfehler, die wie Leistungsstufenprobleme aussehen — Überstromalarme bei Beschleunigung, unregelmäßige Geschwindigkeit — stammen tatsächlich aus der Steuerelektronik. Eine fehlerhafte Gate-Treiber-IC auf der Steuerplatine sendet falsche Timing-Pulse an die Leistungstransistoren, und das Ergebnis sieht aus wie ein Transistorfehler. Der Austausch der Steuerplatine ist in diesen Fällen der richtige erste Schritt.
Die Serie A20B-1005 umfasst Steuerplatinen, die auf spezifische FANUC AC-Spindelantriebskonfigurationen abgestimmt sind, mit der richtigen Schnittstelle, Schutzlogik und dem richtigen Kommunikationsprotokoll für diese Antriebe.
Nach dem Austausch
Überprüfen Sie beim Einbau einer Ersatzsteuerplatine die Antriebsparameter. Die Steuerplatine speichert motorspezifische Einstellungen — Nennstrom, Geschwindigkeitskalibrierung, Anwendungsparameter. Wenn die vorherige Platine benutzerdefinierte Einstellungen hatte, stellen Sie diese aus einer aufgezeichneten Parameterliste wieder her, bevor Sie die Spindel wieder in Betrieb nehmen. Das Überspringen dieses Schritts ist die häufigste Ursache für Probleme nach dem Austausch.
Wichtige Spezifikationen
| Parameter |
Wert |
| Teilenummer |
A20B-1005-0190 |
| Serie |
A20B-1005 |
| Typ |
Steuerplatine für Spindelantrieb |
| Betriebstemperatur |
0–55°C |
| Lagertemperatur |
−20–60°C |
| Luftfeuchtigkeit |
75% RH max (nicht kondensierend) |
| Herkunft |
Japan |
FAQ
F1: Die Spindel zeigt bei der Beschleunigung einen Überstromalarm an. Die Leistungstransistoren testen gut. Könnte diese Platine die Ursache sein?
Ja. Ein fehlerhafter Gate-Treiber auf der Steuerplatine bewirkt, dass die Ausgangstransistoren falsch schalten, was zu einem Stromstoß führt, der die Überstromerkennung auslöst — auch wenn die Transistoren selbst unbeschädigt sind. Tauschen Sie zuerst die Steuerplatine aus und überprüfen Sie die Parameter, bevor Sie unter Last testen.
F2: Die Spindelgeschwindigkeit schwankt während des Schneidens. Motor und Encoder scheinen unbeschädigt. Was ist zu überprüfen?
Geschwindigkeitsschwankungen bei einem intakten mechanischen System deuten auf die Geschwindigkeitsregelung oder die Feedback-Verarbeitung auf der Steuerplatine hin. Bestätigen Sie zuerst saubere Encoder-Pulse am Eingang der Platine. Überprüfen Sie dann die Parameter für die Verstärkung der Geschwindigkeitsregelung. Wenn beides korrekt ist, können die Reglerschaltungen der Platine abgenutzte Komponenten aufweisen.
F3: Nach dem Austausch der Platine läuft die Spindel, aber die Orientierung wird nicht abgeschlossen. Warum?
Die Orientierung hängt vom Encoder-Z-Puls und den Orientierungsparametern im Antrieb ab. Stellen Sie sicher, dass diese Parameter aus der ursprünglichen Konfiguration übernommen wurden. Wenn die Parameter korrekt sind, überprüfen Sie, ob das Z-Signal am richtigen Eingangsanschluss der Ersatzplatine ankommt.
F4: Der Antrieb besteht seinen Selbsttest, schlägt aber beim ersten CNC-Geschwindigkeitsbefehl fehl. Was bedeutet das?
Ein normaler Selbsttest, aber ein Fehler beim ersten CNC-Befehl deutet darauf hin, dass die Kommunikationsschnittstelle auf der Steuerplatine den seriellen Befehl von der CNC nicht korrekt interpretieren kann. Überprüfen Sie zuerst die Verkabelung zwischen CNC und Antrieb. Wenn die Verkabelung gut ist, ist die Kommunikationsschaltung der Platine defekt.
F5: Wie sollte diese Platine als präventiver Ersatz gelagert werden?
In Antistatik-Verpackung bei stabiler Raumtemperatur, fern von Feuchtigkeit lagern. Vor der Lagerung die Parametereinstellungen der installierten Platine aufzeichnen — ein Ersatzteil mit dokumentierten Parametern halbiert die Wiederherstellungszeit, wenn das Ersatzteil schließlich benötigt wird.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!