FANUC A20B-1004-0070 CZ-Typ Spindelmotor-Encoder-PCB Geschwindigkeit Rückkopplung / Z-Pulse-Orientierung
Teilnummer:A20B-1004-0070
Hersteller:FANUC Corporation (Japan)
Typ der Ware:Spindelmotor-Encoder-PCB CZ-Typ
C-Signal und Z-Signal
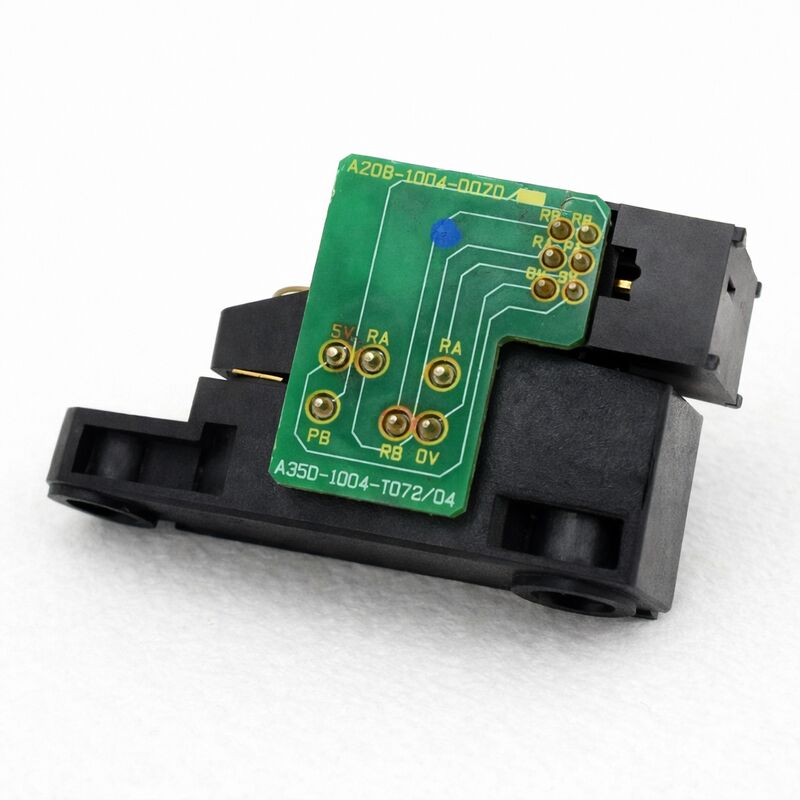
The A20B-1004-0070 is a CZ-type spindle encoder PCB — the board inside the spindle motor housing that reads the rotating encoder assembly and generates two distinct feedback signals for the spindle drive system.
C-Signal (Geschwindigkeitsrückmeldung):Der Spindelverstärker erhält die tatsächliche Drehgeschwindigkeit des Motors.Der Verstärker vergleicht dies kontinuierlich mit der angeordneten Drehzahl und passt den Ausgangsstrom an, um Lastschwankungen beim Schneiden auszugleichenOhne ein gültiges C-Signal bricht die Geschwindigkeitsregelung zusammen und der Antrieb hält die programmierte Drehzahl nicht aus.
Z-Signal (Orientierungsanweisung):Er erzeugt einen Impuls pro vollständiger Wellenumdrehung.Die CNC verwendet diesen Puls als Winkelreferenz bei der Ausführung der Spindelorientierung Das Z-Signal ist nur für die Orientierung, nicht für das kontinuierliche Schneiden erforderlich, weshalb ein beschädigter Z-Signalweg ein spezifisches Symptom hervorruft: normale Spindelgeschwindigkeit beim Schneiden,Aber M19 fehlt jedes Mal..
Dieses Symptom ∙ Orientierung fehlschlägt, das Schneiden läuft korrekt ∙ zeigt direkt auf den Z-Signalpfad und hilft, das Encoder-PCB als wahrscheinlichen Fehler zu isolieren.
PCB und Rotor sind zwei verschiedene Teile
Der A20B-1004-0070 ist der elektronische Teil der Encoder-Anlage.Der Rotor, das mechanische Element, das sich mit der Motorwelle dreht und vor den Sensoren der Leiterplatte verläuft, ist ein eigenständiges Bauteil mit einer eigenen FANUC-Teilenummer.Bei Austausch des PCB kann der ursprüngliche Rotor wiederverwendet werden, wenn er unbeschädigt ist.
Nach einem Spindelkollision kann sich der Rotor verschoben oder gebrochen haben, auch wenn er optisch intakt erscheint. Ein verschobener Rotor verändert die Luftlücke zwischen den Sensoren und der Rotoroberfläche.die schwache oder unregelmäßige Signale von einem ansonsten funktionsfähigen neuen PCB erzeugen. Überprüfen Sie immer den Rotor und bestätigen Sie die korrekte Luftlücke nach einem abstürzungsbedingten Encoderwechsel.
Schlüsselmerkmale
| Parameter |
Wert |
| Teilnummer |
A20B-1004-0070 |
| Typ des Encoder |
CZ (Geschwindigkeit + Z-Impuls) |
| Reihe |
A20B-1004 |
| Kompatible CNC |
Serie 15M und kompatibel |
| Z-Signal |
1 Impuls / Umdrehung (Orientierung) |
| Ursprung |
Japan |
Häufig gestellte Fragen
F1: Die Spindelorientierung (M19) ist immer fehlerhaft, aber das Schneiden mit hoher Geschwindigkeit ist normal.
Dieses Symptom bezieht sich speziell auf den Z-Signalpfad, der für die Orientierung verwendet wird.Ein sauberer einziger Impuls pro Umdrehung bestätigt, dass das Signal vorhanden ist.Abwesender oder sehr schwacher Z-Puls mit bestätigter korrekter Luftlücke zeigt auf eine fehlerhafte Leiterplatte.Überprüfen Sie die Einstellungen der Spindelorientierungsparameter in der CNC vor dem Austausch der Platine.
F2: Der Spindelmotor ist abgestürzt. Die Encoder-PCB sieht unbeschädigt aus, aber Positionsfehler erscheinen. Was sollte überprüft werden?
Nach einem Aufprall kann der Rotor sich physisch auf der Welle verschoben haben oder ohne sichtbare Risse beschädigt sein.die unabhängig vom PCB-Zustand schwache oder unregelmäßige Signale erzeugen. Entfernen Sie die Encoder-Abdeckung, überprüfen Sie den Rotor und überprüfen Sie, ob die Luftlücke die Spezifikation in der Wartungsdokumentation des Spindelmotors erfüllt, bevor Sie das PCB austauschen.
F3: Kann der A20B-1004-0070 auf einer Bank außerhalb des Motors getestet werden?
Die PCB erzeugt nur dann Signale, wenn der Rotor durch seine Sensorelemente geht.Bei der Funktionstestung muss das PCB entweder in der Maschine oder auf einem Prüfstand mit der drehenden Welle in den Motor eingebaut werden- Bestätigen Sie die C- und Z-Signale am Encoder-Anschluss während der langsamen Welle.
F4: Nach dem Ersetzen des PCB ist die Spindelgeschwindigkeit unter Schneidlast unregelmäßig, aber die Ausrichtung funktioniert korrekt.
Eine unregelmäßige Geschwindigkeit unter Belastung bei korrekter Ausrichtung zeigt ein C-Signalproblem an. Das Z-Signal (Orientierung) funktioniert, aber das Geschwindigkeitsfeedback ist intermittierend oder laut.Überprüfen Sie das Encoderkabel und den Stecker auf intermittierende Kontakte. Messen Sie die C-Signalamplitude am Verstärker-Eingang ein Signal unterhalb der Mindestschwelle des Verstärkers erzeugt unzuverlässiges Geschwindigkeitsfeedback, auch wenn das Signal am PCB-Anschluss sauber ist.
F5: Das Encodergehäuse ist mit Kühlmittel kontaminiert. Kann das Board gereinigt und wiederverwendet werden?
Leichte Oberflächenkontamination kann mit elektronisch sicherem Kontaktreiniger behoben werden.Identifizieren und reparieren Sie die fehlgeschlagene Dichtung vor der Neuinstallation des EncodersFür einen zuverlässigen langfristigen Betrieb sind sowohl die Reinigung als auch die Dichtungsreparatur erforderlich.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!