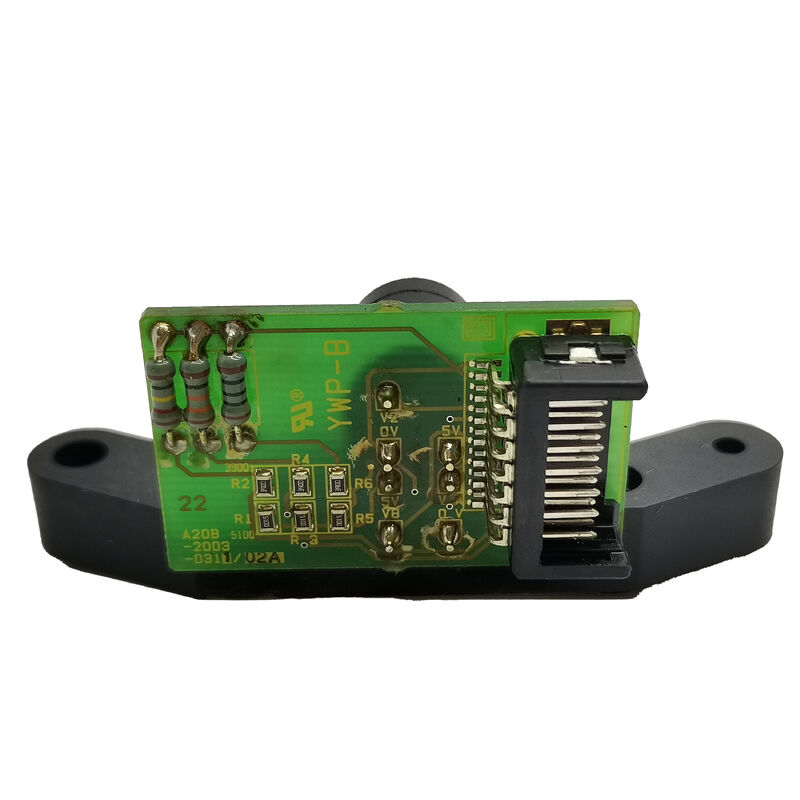
FANUC A20B-2003-0311∙ MZi Sensor Signalverarbeitung PCB Teil der A860-2110-V001 Alpha i Spindelsensormontage
Nummer des Teils (PCB):A20B-2003-0311 Die Kommission hat eine Mitteilung über die Anwendung der Verordnung (EG) Nr. 45/2001 veröffentlicht.
Vollständige Montage:A860-2110-V001 (MZi Spindel-Sensor-Einheit bestellt und als eine geliefert)
Hersteller:FANUC Corporation (Japan)
Eine Teilnummer, eine vollständige Einheit
Die A20B-2003-0311 ist die Signalverarbeitungskette im Inneren des Spindelsensors von FANUC A860-2110-V001 MZi. Sie ist nicht separat erhältlich.Ob der Antrag auf A20B-2003-0311 oder A860-2110-V001 erfolgtDas Ergebnis ist die gleiche komplette Sensor-Einheit, da die Leiterplatte und das Sensorgehäuse immer zusammen geliefert werden und die Ausrichtung der Leiterplatte innerhalb des Gehäuses hergestellt wird.
Der Versuch, den Sensor zu demontieren, um nur die PCB zu ersetzen, birgt die Gefahr, die Magnet-Pickup-Ausrichtung zu stören, die im Feld nicht wieder eingestellt werden kann.Der richtige Serviceweg ist immer die komplette Einheit A860-2110-V001.
Was macht der MZi-Sensor? und warum ist er wichtig?
Die Alpha-i-Spinelmotoren verwenden einen anderen Rückkopplungsansatz als die Servomotoren.Spindelmotoren verwenden magnetische Sensoren Das PCB A20B-2003-0311 konditioniert das Rohmagnetsignal in saubere digitale Impulse, die der Spindelverstärker verarbeiten kann.
Drei Spindelfunktionen hängen von diesem Sensor ab, der eine genaue, ununterbrochene Rückmeldung liefert:
Geschwindigkeitsregelung.Der Verstärker liest das MZi-Feedback kontinuierlich ab, um die gesteuerte Spindelgeschwindigkeit unter unterschiedlichen Schneidbelastungen zu halten.Das abgeschwächte Signal verursacht eine Geschwindigkeitsverringerung.
Steifes Klopfen.Die Spindel-Rotation und die Z-Achse müssen während jedes Tapping-Zyklus in Echtzeit synchron bleiben.Ein Klopfbruch an anderweitig korrekt spezifizierten Werkzeugen ist einer der klarsten frühen Indikatoren für einen degradierenden Sensor.
Spindelorientierung.Der Werkzeugwechsler verlangt, dass die Spindel in einer präzisen Winkelposition anhält, um den Antriebsschlüssel zu aktivieren.Ein defekter Sensor erzeugt SP0742 (Orientierungsfehler) oder ähnliche Alarme und stoppt Werkzeugwechsel vollständig.
Schlüsselmerkmale
| Parameter |
Wert |
| Nummer des PCB-Teils |
A20B-2003-0311 Die Kommission hat eine Mitteilung über die Anwendung der Verordnung (EG) Nr. 45/2001 veröffentlicht. |
| Sensormontage |
Einheitliche Datenbank |
| Sensortyp |
MZi-Magnetpick-up |
| Verbindung |
mit einem Durchmesser von |
| Kabel |
Nicht inbegriffen |
| Funktionen |
Geschwindigkeitsrückkopplung, starres Klopfen, Orientierung |
| Status |
Nicht mehr erhältlich nachverkäuflich |
Häufig gestellte Fragen
F1: Kann das PCB A20B-2003-0311 unabhängig ausgetauscht werden?
Nein. Die Leiterplatte wird nicht separat verkauft und ihre Ausrichtung im Inneren des Sensorgehäuses ist herkömmlich festgelegt. Jede Anforderung für A20B-2003-0311 oder A860-2110-V001 führt zu einer kompletten Sensor-Einheit.Ständig die komplette Baugruppe A860-2110-V001 ersetzen.
F2: Was sind die ersten Symptome eines ausfallenden Sensors?
Früherer Abbau zeigt subtile Anzeichen, bevor Alarme auftauchen: starre Klopffäden an der Toleranzgrenze und nicht eindeutig in der Spezifikation, geringfügige Spindelgeschwindigkeitsänderungen bei schweren Schnitten,oder eine Orientierung, die etwas länger als üblich dauertWenn sich der Sensor weiter verschlechtert, folgen die CNC-Alarme: SP0740 (Geschwindigkeitsrückkopplungsfehler), SP0742 (Orientierungsfehler) oder SP0001 (Spindelüberlastung durch Unfähigkeit, die Geschwindigkeit zu regulieren).Ein sauberer Alarmverlauf, der nur auf Alarme des Sensortyps auf einer einzelnen Spindel hinweist, ist ein klares diagnostisches Signal.
F3: Ist für den Austausch des Sensors eine Anpassung der Parameter erforderlich?
Nach dem Einbau eines Ersatzteils A860-2110-V001 muss die Spindelrichtung möglicherweise neu eingestellt werden.Das Winkelverhältnis zwischen dem Sensor und der Bezugsposition der Motorwelle kann bei der neuen Einheit leicht abweichen.Überprüfen Sie die Ausrichtung des Werkzeugwechsels nach dem Austausch und passen Sie den Spindelorientierungsverschiebungsparameter (SP1004 oder gleichwertig bei Steuerungen der I-Serie) bei Bedarf in kleinen Schritten an.
F4: Ist der A860-2110-V001 mit allen Alpha-I-Spinelmotoren kompatibel?
Nr. Der A860-2110-V001 ist spezifisch für eine bestimmte Reihe von Alpha-I-Spindelmotoren.Andere MZi-Sensorvarianten wie der A860-2100-V001 mit seinem PCB A20B-2003-0310 dienen unterschiedlichen Motorrahmengrößen. Die mechanische Montageoberfläche und der Zielringdurchmesser sind motorspezifisch.
F5: Der Sensor ist nicht mehr erhältlich?
Ja, über den FANUC-Aftermarket ¥ halten CNC-Spezialisten und das FANUC-Service-Netzwerk Tausch- und Überschussbestände.Die A860-2110-V001 ist eine der am häufigsten gehandelten Alpha I Spindelkomponenten angesichts der großen installierten Basis von Maschinen, die sie verwenden.Befragen Sie eine Bestätigung der Funktionstests, bevor Sie eine Umtausch-Einheit annehmen.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!