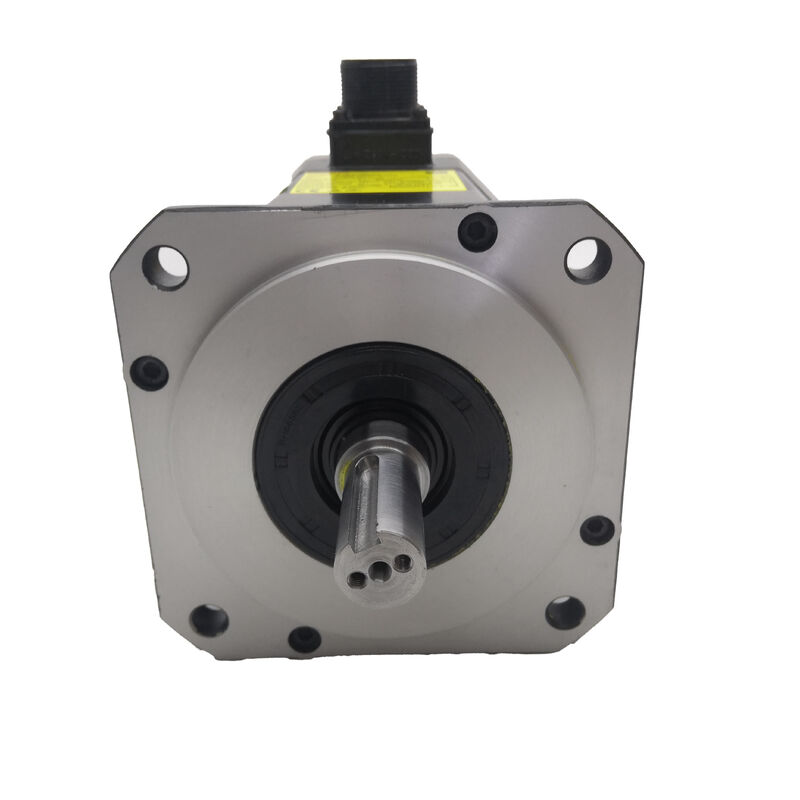
Fanuc A06B-0075-B203 | Beta iS Serie AC-Servomotor BiS 8/3000 — 1,2 kW, gerade Welle
Teilenummer: A06B-0075-B203
Serie: Beta iS (BiS) AC-Servomotor
Modell: BiS 8 / 3000
Zustand: Neu / Überholt / Austausch verfügbar
Übersicht
Der Fanuc A06B-0075-B203 ist ein kompakter, Hochgeschwindigkeits-AC-Servomotor aus der Fanuc Beta iS Serie — der BiS 8/3000, ein Leichtbau-Motor für CNC-Achsanwendungen, bei denen präzise Positionierung, schnelle dynamische Reaktion und eine geringe Baugröße entscheidend sind.
Mit einer Dauerleistung von 1,2 kW, einem Stillstandsdrehmoment von 7 Nm und einer maximalen Drehzahl von 3.000 U/min ist dies ein Motor, der für den leichteren Bereich des Achsantriebsspektrums kalibriert ist — Nebenachsen, Unterachs-Positionierantriebe und die Art von Hilfsfunktionen für CNC, bei denen ein kompakter, gut integrierter Servo seine Arbeit leise und zuverlässig über eine lange Lebensdauer hinweg verrichtet.
Die BiS-Familie war Fanucs praktische Antwort auf eine reale Branchenfrage: Wie bietet man Werkzeugmaschinenherstellern einen modernen, digital integrierten Servomotor, der konstant leistet, ohne die Kosten der Alpha iS Serie für jede Achse der Maschine zu verursachen?
Für Achsen mit geringerer Last, für die das Drehmoment- und Drehzahlband des BiS 8/3000 geeignet ist, ist die Antwort einfach. Dieser Motor hat seinen Weg auf eine breite Palette von CNC-Drehmaschinen, kleinen vertikalen Bearbeitungszentren und Mehrachsen-Produktionsmaschinen gefunden, bei denen die Antriebsanforderungen klar definiert sind und der verfügbare Einbauraum begrenzt ist.
Schlüsselspezifikationen
| Parameter |
Wert |
| Ausgangsleistung |
1,2 kW (Dauer) |
| Stillstandsdrehmoment |
7 Nm |
| Nennspannung |
153 V |
| Nennstrom |
4,9 A |
| Versorgungsspannung |
200 – 230 VAC, 50/60 Hz |
| Nennfrequenz |
133 Hz |
| Maximale Drehzahl |
3.000 U/min |
| Phasen |
3-phasig |
| Serie |
Beta iS (BiS) |
| Modell |
BiS 8 / 3000 |
Kompakter Rahmen, Leistungsfähige Leistung
Die 8 in der Modellbezeichnung BiS 8/3000 platziert diesen Motor am unteren Ende des Drehmomentbereichs der Beta iS. Das ist keine Einschränkung — es ist eine Spezifikation. Ein Motor, der auf seine Last abgestimmt ist, läuft effizienter, erzeugt weniger Wärme und hält länger als eine überdimensionierte Einheit, die weit unter ihrer Nennleistung arbeitet.
Das Stillstandsdrehmoment von 7 Nm und die Dauerleistung von 1,2 kW sind für die Steigung der Kugelgewindetriebe und die Trägheitslasten typischer kompakter CNC-Achskonfigurationen richtig dimensioniert, und die maximale Drehzahl von 3.000 U/min verleiht ihm echte Flexibilität sowohl bei Positionierungs- als auch bei Schnittvorschubgeschwindigkeitsanforderungen.
Bei einer Nennfrequenz von 133 Hz erzeugt das Antriebssystem die elektrischen Bedingungen, die der Motor benötigt, um diese 3.000 U/min-Grenze mit sauberer Drehmomentabgabe zu erreichen.
Diese Frequenz wird intern vom Servo-Verstärker aus der 200–230 VAC-Versorgungsspannung erzeugt — der Netzanschluss ist Standard-Industriespannung, und der Antrieb übernimmt die Frequenzumwandlung transparent.
Der Nennstrom von 4,9 A ist im Vergleich zu den größeren BiS-Rahmengrößen moderat, was bedeutet, dass die Stromanforderungen des Verstärkermoduls entsprechend gering sind — ein praktischer Punkt, wenn der Platz im Schaltschrank oder die elektrische Infrastruktur eine Rolle spielt.
Wo dieser Motor eingesetzt wird
Der A06B-0075-B203 kommt am häufigsten bei den leichteren Achsantrieben von kleinen CNC-Drehmaschinen, kompakten vertikalen Bearbeitungszentren, Koordinatenbohrmaschinen und Drahterodiermaschinen zum Einsatz, bei denen die Achslasten konstant und gut innerhalb der Dauerleistung des Motors liegen.
Er findet sich auch an Hilfsachsen größerer Maschinen — Vier-Achsen-Rundtische, Z-Antriebe von Nebenaggregaten oder Spindelstockpositionierung —, bei denen die mechanische Belastung gering ist, aber eine präzise Servosteuerung dennoch erforderlich ist.
Angesichts der breiten Kompatibilität der BiS-Serie mit Fanucs digitalen Servo-Verstärker-Reihe und mehreren CNC-Steuerungsgenerationen taucht dieser Motor auch in Nachrüstungsprojekten auf, bei denen ein älterer Achsantrieb auf aktuelle Feedback- und Antriebsstandards gebracht werden muss, ohne dass eine vollständige Steuerungsumrüstung erforderlich ist.
Der BiS 8/3000 ist in diesen Szenarien eine praktische Wahl, wenn die Achslast im Bereich liegt.
Antriebs- und Steuerkompatibilität
Der A06B-0075-B203 ist mit Fanuc Beta-Serie digitalen Servo-Verstärkermodulen kompatibel und lässt sich in eine breite Palette von Fanuc CNC-Steuerungsplattformen integrieren — einschließlich der Serien 0i-Mate, 0i, 16i, 18i und 21i.
Der Servo-Verstärker muss mit dem korrekten Motortyp-Code für den BiS 8/3000 parametriert werden, bevor die Achse unter Last betrieben wird. Die richtige Einstellung des Motortyp-Parameters ist wichtig: Eine falsche Einstellung führt zu einem Geschwindigkeitsregelkreisverhalten, das von leicht verschlechterter Leistung bis hin zu völliger Instabilität reicht, je nachdem, wie weit der Parameter von der tatsächlichen Motorspezifikation abweicht.
Bei Maschinen, die seit der ursprünglichen Fertigung Steuerungs- oder Antriebs-Upgrades erfahren haben, überprüfen Sie, ob der vorhandene Servo-Verstärker die BiS-Serie Encoder-Schnittstelle unterstützt. Frühere analoge Antriebsgenerationen sind möglicherweise nicht direkt kompatibel und erfordern möglicherweise eine Schnittstellenänderung zusammen mit dem Motor.
Encoder & Feedback
Die Suffix-Bezeichnung B203 weist darauf hin, dass diese Variante den Fanuc BiA 128 Serie Encoder verwendet — einen seriellen, absolutfähigen Encoder, der hochauflösendes Positionsfeedback unterstützt.
Abhängig von der spezifischen Antriebs- und Steuerkonfiguration, mit der er gekoppelt ist, unterstützt dieser Encoder sowohl absolute als auch inkrementelle Feedback-Modi, was diesem Motor Flexibilität über eine Reihe von Fanuc-Steuerungsgenerationen mit unterschiedlicher Feedback-Verarbeitung verleiht.
Wie bei allen Servomotor-Austauschgeräten muss die Encoder-Spezifikation des Ersatzgeräts mit dem Original übereinstimmen. Die Installation eines Motors mit einem anderen Encoder-Typ — selbst innerhalb derselben BiS-Rahmenklasse — kann das Verhalten der absoluten Positionsbeibehaltung, die Referenzfahrten und in einigen Fällen die Fähigkeit des Antriebs, den Motor beim Start korrekt zu erkennen, beeinträchtigen.
Beschaffung & Zustandsnotizen
Der A06B-0075-B203 wird auf dem Markt für überholte und gebrauchte Servomotoren aktiv gehandelt. Bei der Bewertung einer gebrauchten Einheit inspizieren Sie den Encoder-Anschluss sorgfältig — dies ist statistisch gesehen der häufigste Fehlerpunkt bei BiS-Serienmotoren mit langer Servicehistorie, und Korrosion an den Anschlussstiften oder Kabelbeschädigungen am Ausgang sind visuell leicht zu übersehen, verursachen aber intermittierende Positionsfehler, die auf der Maschine frustrierend zu diagnostizieren sind.
Messen Sie den dreiphasigen Wicklungswiderstand auf Gleichmäßigkeit, prüfen Sie den Isolationswiderstand gegen Erde und drehen Sie die Welle von Hand, um den Zustand der Lager zu bestätigen. Eine saubere, leicht gebrauchte Einheit von einer seriösen Quelle sollte bei all diesen Prüfungen gut abschneiden und vor dem Einbau auf einem Prüfstand reibungslos laufen.
FAQ
F1: Mit welchem Servo-Antrieb und welcher CNC-Steuerung funktioniert der A06B-0075-B203?
Dieser Motor ist für den Einsatz mit Fanuc Beta-Serie digitalen Servo-Verstärkermodulen konzipiert. Er ist kompatibel mit Fanuc CNC-Steuerungsplattformen, einschließlich der Familien 0i-Mate, 0i, 16i, 18i und 21i. Vor der Inbetriebnahme muss der Motor-Typ-Parameter des Servo-Verstärkers auf die BiS 8/3000 Spezifikation eingestellt werden.
Ein falscher Motortyp-Code ist eine der häufigsten Ursachen für Achseninstabilität nach einem Motoraustausch und sollte immer vor der ersten Achsbewegung überprüft werden.
F2: Was bedeutet der Wert des Stillstandsdrehmoments von 7 Nm für die Achsauswahl?
Das Stillstandsdrehmoment ist das maximale Drehmoment des Motors bei Nullgeschwindigkeit — die Spitzenkraft, die für die Achsbeschleunigung aus dem Stillstand und für die Halteposition gegen eine angelegte Last zur Verfügung steht. Es ist vom Nenn-Dauerdrehmoment zu unterscheiden, das die thermische Grenze für den Dauerbetrieb angibt.
Bei der Auswahl eines Motors für eine Achse bestimmt das Stillstandsdrehmoment, ob der Motor die kombinierte mechanische Trägheit der Achse innerhalb der erforderlichen Zykluszeit beschleunigen kann. Für Achsen, bei denen der BiS 8/3000 richtig passt, sind 7 Nm ausreichend; für schwerere Lasten sollte ein BiS- oder Alpha iS-Motor mit größerem Rahmen in Betracht gezogen werden.
F3: Reichen 1,2 kW für eine primäre CNC-Bearbeitungsachse aus?
Das hängt von der Maschine und der Achse ab. Bei kompakten CNC-Drehmaschinen und kleinen vertikalen Bearbeitungszentren, bei denen die bewegte Masse gering ist und die Schnittkräfte moderat sind, sind 1,2 kW für primäre X- und Z-Achsen-Antriebe vollkommen ausreichend.
Bei größeren Maschinen mit schwereren Schlitten, Arbeitstischen oder aggressiven Schnittanforderungen wäre ein Motor mit höherer Leistung die richtige Spezifikation. Die Abstimmung des Motors auf die tatsächliche Achslast — und nicht einfach die Verwendung des größten verfügbaren Motors — ist der richtige technische Ansatz.
F4: Was ist der Unterschied zwischen dem A06B-0075-B203 und anderen Varianten der A06B-0075 Serie?
Die Familie A06B-0075 teilt sich den BiS 8 Motorrahmen und die Basisspezifikationen über die Varianten hinweg. Das Suffix (B103, B203, B303 usw.) zeigt typischerweise Unterschiede im Encoder-Typ, der Bremskonfiguration oder der Wellenspezifikation an.
Die Variante B203 verwendet einen bestimmten Encoder-Typ und hat keine integrierte Bremse. Bevor Sie eine andere Suffix-Bezeichnung vergleichen, stellen Sie sicher, dass der Encoder-Typ, die Wellenkonfiguration und der Bremsstatus mit den Anforderungen der Maschine übereinstimmen — funktionale Unterschiede zwischen Suffix-Varianten können zu Kompatibilitätsproblemen führen, wenn sie ohne Überprüfung ausgetauscht werden.
F5: Welche Inspektionsschritte sind für einen gebrauchten A06B-0075-B203 am wichtigsten?
Priorisieren Sie den Encoder-Anschluss und die Kabelausführung — Verschmutzung oder Korrosion hier ist die häufigste Ursache für Positionsfeedback-Fehler bei gebrauchten BiS-Serienmotoren. Danach messen Sie den dreiphasigen Wicklungswiderstand auf Gleichmäßigkeit über alle Phasen und prüfen Sie den Isolationswiderstand gegen Erde (ein gesunder Motor liest weit über 1 MΩ).
Drehen Sie die Welle von Hand, um den Zustand der Lager zu beurteilen — Rauheit oder Widerstand deuten auf Lagerschäden hin. Für jede Einheit mit unbekannter Servicehistorie ist ein vollständiger Prüfstandstest, einschließlich der Überprüfung des Encoder-Signals und eines Leerlauf-Hochlaufs auf 3.000 U/min, der richtige Standard, bevor sie wieder in eine Produktionsmaschine eingebaut wird.


 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!